激光钎焊,激光钎焊的原理,优点,主要参数,对钎料的要求

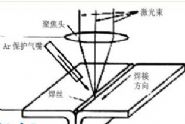
激光发生器发出的激光束聚焦在焊丝表面上加热,使焊丝受热熔化(母材未熔化)润湿母材,填充接头间隙,与母材结合,形成焊缝(原理见图1),实现良好的连接。
1、由于是局部加热,元件不易产生热损伤,热影响区小,因此可在热敏元件附近施行软钎焊。
2、用非接触加热,熔化带宽,不需要任何辅助工具,可在双面印刷电路板上双面元件装备后加工。
3、重复操作稳定性好。焊剂对焊接工具污染小,且激光照射时间和输出功率易于控制,激光钎焊成品率高。
4、激光束易于实现分光,可用半透镜、反射镜、棱镜、扫描镜等光学元件进行时间与空间分割,能实现多点同时对称焊。
5、激光钎焊多用波长1.06um的激光作为热源,可用光纤传输,因此可在常规方式不易焊接的部位进行加工,灵活性好。
6、聚焦性好,易于实现多工位装置的自动化。
影响激光钎焊的焊接参数主要有:光斑直径、激光功率、送丝速度和焊接速度。
(1)光斑直径
光斑的直径对钎料的铺展影响较大。光斑直径过小,激光集中在钎料上,对母材的加热不足,钎料在母材上铺展时冷却过快,使钎料不易铺展;光斑直径过大,如果激光功率不够则无法及时熔化焊丝,如果激光功率足够则会严重烧损母材。对于卷对接接头,光斑直径与焊缝宽度(填充面宽度)基本一致时,钎料的铺展较充分。
(2)激光功率
